|
|
ТЕХНОЛОГИИ И МАТЕРИАЛЫ
СВАРКА
Для крепления знаков, значков, орденов и медалей используется фурнитура различной формы и конфигурации. Например, цанговый зажим-иголка с ответной частью «бабочкой». Основные его преимущества в том, что оно не портит одежду, так как тонкая игла раздвигает волокна ткани, и практически не оставляет отверстий. Такое крепление состоит из иглы и зажима, имеющего специальные «крылышки», при нажатии на которые его легко можно открыть.
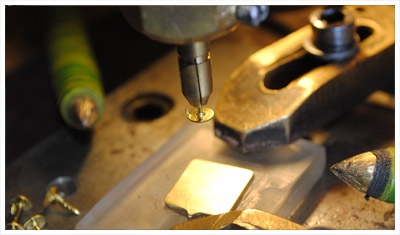
Присоединение иглы к изделию производится методом контактной сварки.
Контактная сварка — технологическая операция, применяемая для соединения металлических деталей, при котором для нагрева соединяемых изделий используют кратковременный мощный импульс тока, получаемый от батарей статических конденсаторов. Контактная (конденсаторная) сварка позволяет производить монтаж фурнитуры (шпилек, игл, и т.д.) к металлическому основанию (значкам, знакам, орденам, медалям и пр.)
Контактный сварочный аппарат обслуживается оператором.
Привариваемый крепежный элемент устанавливается в держатель, позиционируется в нужном месте и прижимается к поверхности. В момент запуска процесса сварки, сварочный пистолет приподнимает привариваемый элемент над металлической поверхностью, за счет этого электрический контакт разрывается и на крепежный элемент подается электрический потенциал от конденсаторной батареи. Приподнятый крепежный элемент под действием силы пружины опускается вниз и в момент касания выступающего кончика основания металлической поверхности появляется электрический контакт, возникает электрическая дуга, которая и приваривает иголку к значку.
 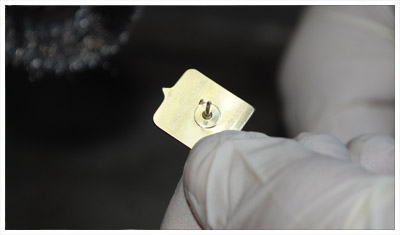
Контактная сварка – это возможность очень прочной и быстрой приварки крепежных элементов к тонколистовому металлу толщиной от 0.5 мм без видимых повреждений с обратной стороны листа. Второе не менее важное преимущество заключается в том, что для приварки фурнитуры к различным металлам не требуется защитное оборудование. Еще одним преимуществом конденсаторной сварки является высокая производительность.
Скорость ограничивается лишь временем вставки привариваемого элемента в держатель, а сам процесс сварки занимает доли секунды. Количество сварок составляет 20-30 штук в минуту. Соединения с помощью контактной сварки очень прочны: при нагрузках происходит деформация самой шпильки, а не места сварки. Материал шпилек может быть различным – сталь, нержавейка, латунь, алюминий.
Сварка - качественный, надежный и эстетичный вид соединения деталей, поэтому на нашем производстве используется именно этот метод фиксации фурнитуры к изделию.
Для контактной сварки используют специальные иглы и шпильки. Они имеют цилиндрический выступ малых размеров (менее 1 мм) в основании. Этот выступ служит запалом.
 
Этим же аппаратом, меняя оснастку, можно приваривать и другие виды креплений (винты, булавки, усики).

|




